 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





descripción
método de cálculo de la condición de trabajo del molino final
|
● velocidad de corte (velocidad lineal) cálculo vc la distancia que se mueve un punto en la circunferencia de la cuchilla del molino final por minuto se puede calcular utilizando la siguiente fórmula: |
|

|
v = velocidad de corte (m/min) π=3.14 d = diámetro (mm) n = velocidad de rotación (mm-bl-bl) |
|
● velocidad de rotación cálculo de rotaciones el número de revoluciones por minuto del huso mecánico que contiene la fábrica final se puede calcular utilizando la siguiente fórmula: |
|
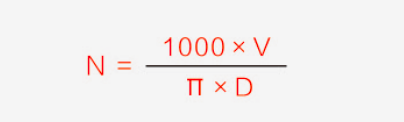 |
n = velocidad de rotación (mm-bl-bl) v = velocidad de corte (m/min) π=3.14 d = diámetro (mm) |
|
● tasa de alimentación cálculo de la velocidad de alimentación la velocidad de alimentación de la mesa de trabajo por minuto se puede calcular mediante la siguiente fórmula 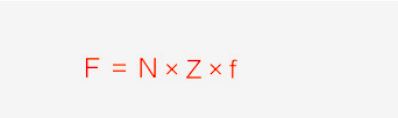 f = velocidad de alimentación (mm/min) n = velocidad de rotación (mm-1) z = número de flauta f = tasa de alimentación de la flauta (mm/1 flute) |
|
|
● alimentarse para los dientes cálculo de la alimentación la distancia que se mueve un punto en la circunferencia de la cuchilla del molino final por minuto se puede calcular utilizando la siguiente fórmula:  f = tasa de alimentación de la flauta (mm/1 flute) f = velocidad de alimentación (mm/min) n = velocidad de rotación (mm-1) z = número de flauta |
|
|
● tiempo de trabajo cálculo del tiempo de trabajo el tiempo requerido para cortar el material de la pieza de trabajo se puede calcular utilizando la siguiente fórmula  tc = tiempo de trabajo (min) l = longitud de trabajo total (longitud del material de trabajo + diámetro de la cuchilla del molino final) f = velocidad de alimentación (mm/min) |
|
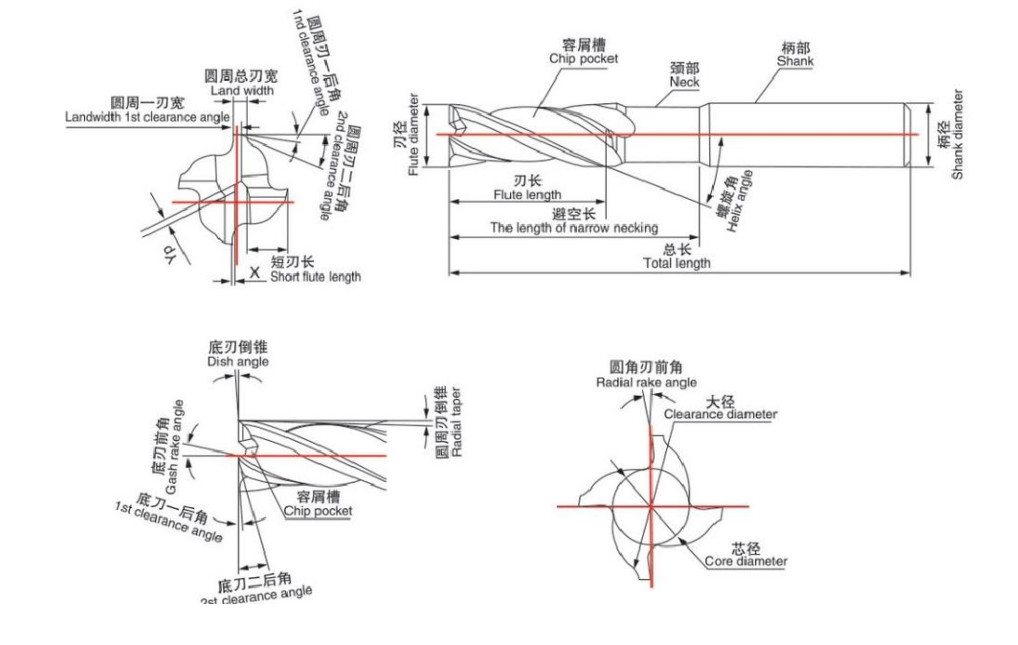
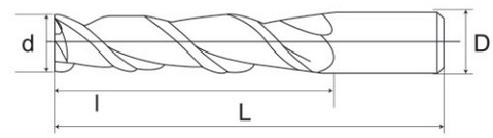
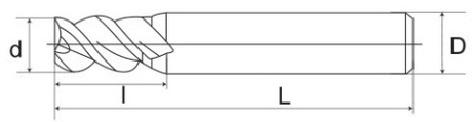
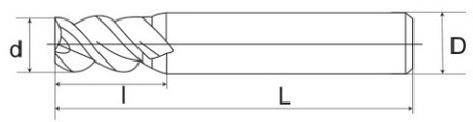
nombre de cada parte del cortador de fresado
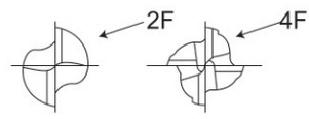
serie de cortador de fresador
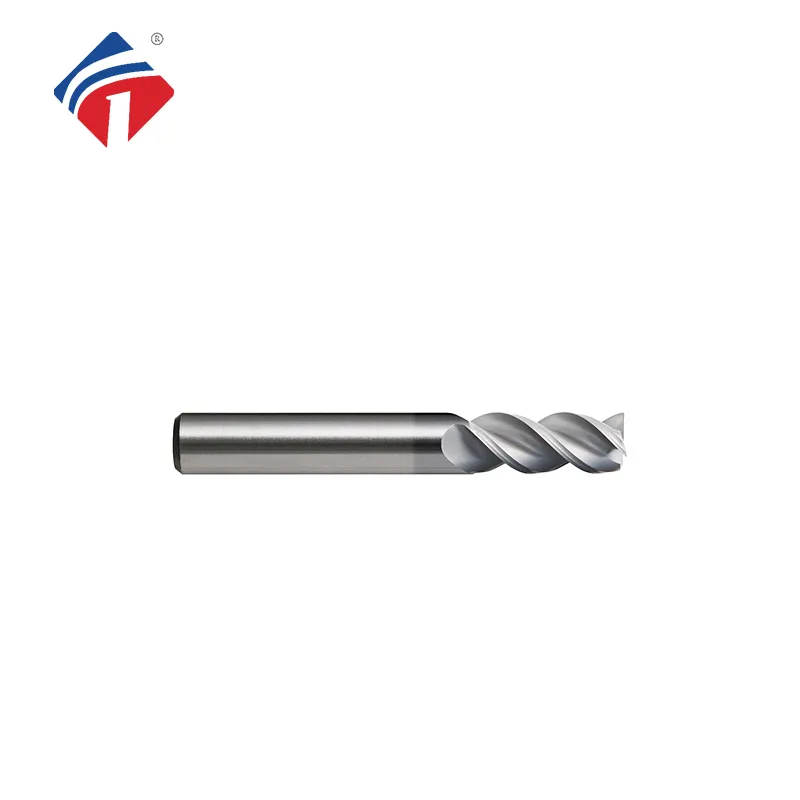
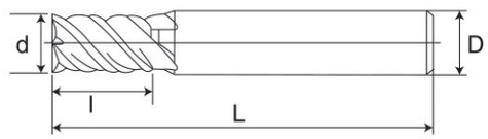
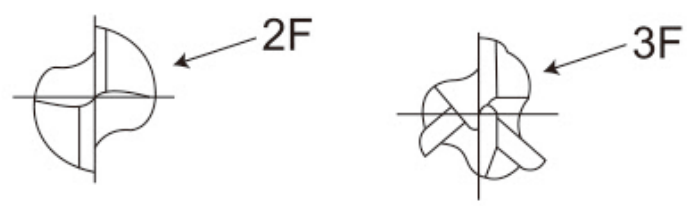
forma de la fábrica de extremo tipo molino final

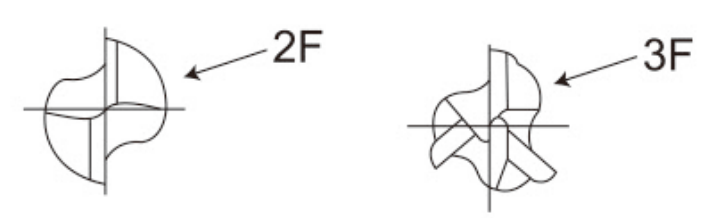
molinos finales de 2 pendientes/4 pisos
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 tamaño de grano = 0.6 μm

|
d |
i |
l |
d |
f |
|
1 |
3 |
50 |
4 |
2/4 |
|
1.5 |
4 |
50 |
4 |
2/4 |
|
2 |
5 |
50 |
4 |
2/4 |
|
2.5 |
6 |
50 |
4 |
2/4 |
|
3 |
7 |
50 |
4 |
2/4 |
|
3.5 |
8 |
50 |
4 |
2/4 |
|
4 |
10 |
50 |
4 |
2/4 |
|
5 |
13 |
50 |
6 |
2/4 |
|
6 |
15 |
50 |
6 |
2/4 |
|
7 |
18 |
60 |
8 |
2/4 |
|
8 |
20 |
60 |
8 |
2/4 |
|
10 |
25 |
75 |
10 |
2/4 |
|
12 |
30 |
75 |
12 |
2/4 |
|
14 |
45 |
100 |
14 |
2/4 |
|
16 |
45 |
100 |
16 |
2/4 |
|
18 |
45 |
100 |
18 |
2/4 |
|
20 |
45 |
100 |
20 |
2/4 |
molino final extendido de 2 poca/4 poca
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 tamaño de grano = 0.6 μm
|
d |
i |
l |
d |
f |
|
4 |
15 |
100 |
4 |
2/4 |
|
|
25 |
100 |
6 |
2/4 |
|
8 |
30 |
100 |
8 |
2/4 |
|
10 |
40 |
100 |
8 |
2/4 |
|
12 |
45 |
100 |
10 |
2/4 |
|
8 |
40 |
150 |
10 |
2/4 |
|
10 |
50 |
150 |
12 |
2/4 |
|
12 |
60 |
150 |
12 |
2/4 |
|
14 |
65 |
150 |
14 |
2/4 |
|
16 |
70 |
150 |
16 |
2/4 |
|
18 |
70 |
150 |
18 |
2/4 |
|
20 |
70 |
150 |
20 |
2/4 |
 6
6
◆ atención especial:
1. esta tabla es el valor estándar para la fresación lateral. cuando la herramienta está surgiendo, la velocidad debe ser del 60% ~ 80% de la tabla a continuación, y la velocidad de alimentación debe ser del 50% ~ 70% como valor estándar.
2. utilice máquinas herramientas y portavasos de alta precisión.
3. utilice el enfriamiento de aire o el fluido de corte que no produce humo fácilmente.
4. se recomienda la fresación lateral para la molienda hacia abajo.
5. si la rigidez de la máquina herramienta y la pieza de trabajo son pobres, se producirá un sonido anormal y un sonido anormal. en este momento, la velocidad y la velocidad de alimentación en la tabla a continuación deben reducirse año tras año.
6. mantenga la herramienta sobresaliente lo más corto posible sin interferencia.
condiciones de corte
|
2 flauta |
|||||||||||||||
|
materiales procesados |
hierro fundido hierro dúctil |
acero al carbono \ acero de aleación |
acero de carbono \ aleación de acero ~ 30hrc |
phs \ qt steel ~ 40hrc |
acero inoxidable |
phs \ qt steel ~ 50hrc |
|||||||||
|
diámetro (mm) |
rpm (min-) |
flujo de alimentación (mm/min) |
rpm (min-bl) |
flujo de flujo (mm/min) |
rpm (min-) |
flujo de flujo (mm/min) |
rpm (min-bl) |
flujo de flujo (mm/min) |
rpm (min-bl-bl) |
flujo de alimentación (mm/min) |
rpm (min-bl) |
flujo de flujo (mm/min) |
|||
|
1 |
20000 |
165 |
20000 |
165 |
20000 |
135 |
20000 |
135 |
20000 |
50 |
20000 |
100 |
|||
|
2 |
15000 |
265 |
15000 |
265 |
15000 |
240 |
15000 |
235 |
11150 |
70 |
13000 |
150 |
|||
|
3 |
14000 |
455 |
14000 |
455 |
13000 |
420 |
10600 |
350 |
7500 |
100 |
8500 |
275 |
|||
|
4 |
10800 |
465 |
10800 |
465 |
10000 |
430 |
8000 |
355 |
5500 |
110 |
6500 |
280 |
|||
|
5 |
8200 |
485 |
8200 |
485 |
7600 |
450 |
6400 |
370 |
4500 |
110 |
5000 |
295 |
|||
|
6 |
7000 |
500 |
7000 |
500 |
6400 |
460 |
5300 |
385 |
3700 |
115 |
4200 |
300 |
|||
|
8 |
5200 |
495 |
5200 |
495 |
4800 |
455 |
4000 |
380 |
2800 |
115 |
3200 |
305 |
|||
|
10 |
4200 |
485 |
4200 |
485 |
3800 |
450 |
3200 |
370 |
2200 |
115 |
2500 |
290 |
|||
|
12 |
3500 |
485 |
3500 |
485 |
3200 |
450 |
2650 |
370 |
1850 |
115 |
2100 |
290 |
|||
|
14 |
3000 |
455 |
3000 |
455 |
2700 |
420 |
2300 |
350 |
1600 |
110 |
1800 |
275 |
|||
|
16 |
2600 |
455 |
2600 |
455 |
2400 |
420 |
2000 |
350 |
1400 |
100 |
1600 |
275 |
|||
|
18 |
2300 |
445 |
2300 |
445 |
2100 |
410 |
1800 |
345 |
1250 |
100 |
1400 |
270 |
|||
|
20 |
2050 |
445 |
2050 |
445 |
1900 |
410 |
1600 |
345 |
1100 |
100 |
1250 |
270 |
|||
|
4 flauta |
|||||||||||||||
|
1 |
20000 |
250 |
20000 |
250 |
20000 |
200 |
20000 |
200 |
20000 |
90 |
20000 |
150 |
|||
|
2 |
15000 |
400 |
15000 |
400 |
15000 |
360 |
15000 |
350 |
11150 |
100 |
13000 |
225 |
|||
|
3 |
14000 |
680 |
14000 |
680 |
13000 |
630 |
10600 |
525 |
7500 |
120 |
8500 |
410 |
|||
|
4 |
10800 |
700 |
10800 |
700 |
10000 |
640 |
8000 |
535 |
5500 |
125 |
6500 |
420 |
|||
|
5 |
8200 |
730 |
8200 |
730 |
7600 |
670 |
6400 |
560 |
4500 |
125 |
5000 |
440 |
|||
|
6 |
7000 |
750 |
7000 |
750 |
6400 |
690 |
5300 |
575 |
3700 |
135 |
4200 |
450 |
|||
|
8 |
5200 |
740 |
5200 |
740 |
4800 |
680 |
4000 |
565 |
2800 |
135 |
3200 |
460 |
|||
|
10 |
4200 |
730 |
4200 |
730 |
3800 |
670 |
3200 |
560 |
2200 |
135 |
2500 |
435 |
|||
|
12 |
3500 |
730 |
3500 |
730 |
3200 |
670 |
2650 |
560 |
1850 |
135 |
2100 |
435 |
|||
|
14 |
3000 |
680 |
3000 |
680 |
2700 |
630 |
2300 |
525 |
1600 |
125 |
1800 |
410 |
|||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
410 |
|||
|
18 |
2300 |
670 |
2300 |
670 |
2100 |
620 |
1800 |
515 |
1250 |
105 |
1400 |
405 |
|||
|
20 |
2050 |
670 |
2050 |
670 |
1900 |
620 |
1600 |
515 |
1100 |
105 |
1250 |
405 |
|||
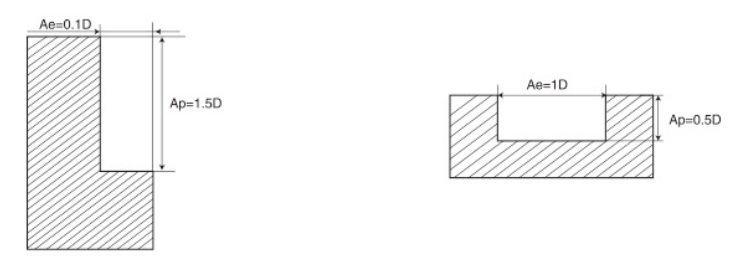
|
profundidad de corte máximo |
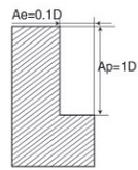 ae = 0.1d ap = 1d |
ae = 0.05d |
ae = 1d ap ap = 1d ae = 1d |
|
|||||||||||
 ~ 750n/mm²
~ 750n/mm²
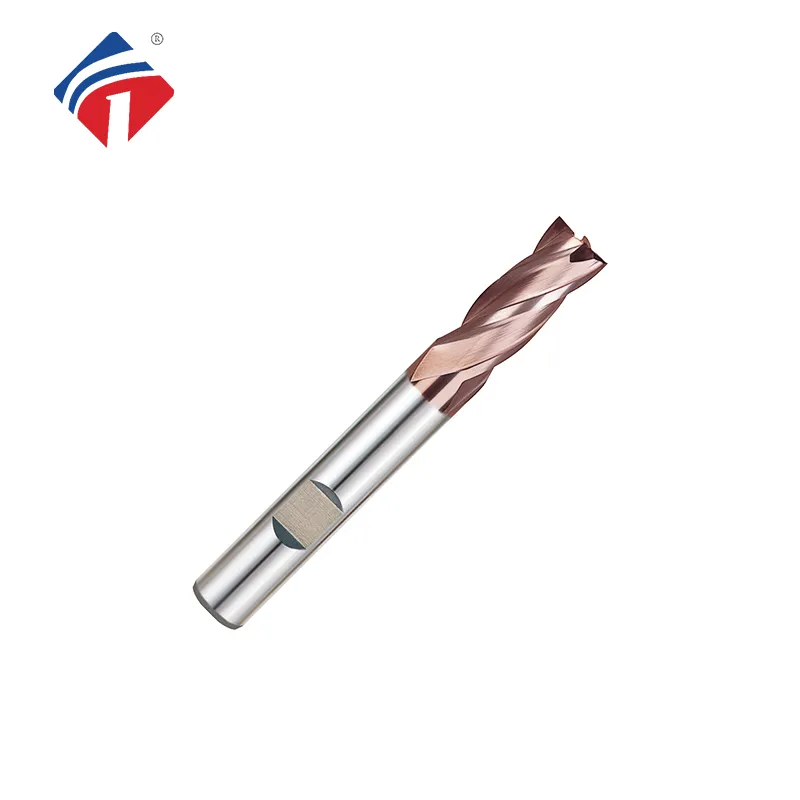
molino final de 2 poca/3 poca para aleación de aluminio
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 grantulación = 0.6 μm

|
d |
i |
l |
d |
f |
|
1 |
3 |
50 |
4 |
2/3 |
|
1.5 |
4 |
50 |
4 |
2/3 |
|
2 |
6 |
50 |
4 |
2/3 |
|
2.5 |
8 |
50 |
4 |
2/3 |
|
3 |
9 |
50 |
4 |
2/3 |
|
3.5 |
10 |
50 |
4 |
2/3 |
|
4 |
12 |
50 |
4 |
2/3 |
|
5 |
15 |
50 |
6 |
2/3 |
|
6 |
18 |
50 |
6 |
2/3 |
|
7 |
20 |
60 |
8 |
2/3 |
|
8 |
24 |
60 |
8 |
2/3 |
|
10 |
30 |
75 |
10 |
2/3 |
|
12 |
35 |
75 |
12 |
2/3 |
|
14 |
40 |
100 |
14 |
2/3 |
|
16 |
45 |
100 |
16 |
2/3 |
|
18 |
45 |
100 |
18 |
2/3 |
|
20 |
50 |
100 |
20 |
2/3 |
aleación de aluminio de 2 poca/3 poca
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 tamaño de grano = 0.6 μm

|
d |
i |
l |
d |
f |
|
4 |
16 |
100 |
4 |
2/3 |
|
6 |
25 |
100 |
6 |
2/3 |
|
8 |
32 |
100 |
8 |
2/3 |
|
10 |
40 |
100 |
10 |
2/3 |
|
12 |
45 |
100 |
12 |
2/3 |
|
8 |
40 |
150 |
8 |
2/3 |
|
10 |
50 |
150 |
10 |
2/3 |
|
12 |
60 |
150 |
12 |
2/3 |
|
14 |
65 |
150 |
14 |
2/3 |
|
16 |
65 |
150 |
16 |
2/3 |
|
18 |
70 |
150 |
18 |
2/3 |
|
20 |
70 |
150 |
20 |
2/3 |
◆ atención especial:
1. la siguiente tabla muestra los valores estándar para la fresación lateral. cuando la herramienta está surgiendo, la velocidad debe ser del 60% ~ 80% de la tabla a continuación, y la velocidad de alimentación debe ser del 50% ~ 70% como valor estándar.
2. utilice máquinas herramientas y portavasos de alta precisión.
3. utilice el enfriamiento de aire o el fluido de corte que no produce humo fácilmente.
4. se recomienda la molienda hacia abajo para la molienda lateral.
5. si la rigidez de la máquina herramienta y la pieza de trabajo son pobres, se producirá un sonido anormal y un sonido anormal. en este momento, la velocidad y la velocidad de alimentación en la tabla a continuación deben reducirse año tras año.
6. mantenga la herramienta sobresaliente lo más corto posible sin interferencia.
condiciones de corte de aluminio
|
2 flute |
||||
|
materiales procesados |
aleación de aluminio |
aleación de aluminio de silicio si≤10% |
||
|
d (mm) |
rpm (min- ') |
flujo de flujo (mm/min) |
rpm (min-bl) |
flujo de flujo (mm/min) |
|
1 |
40000 |
650 |
40000 |
500 |
|
2 |
40000 |
950 |
32000 |
750 |
|
3 |
26500 |
1500 |
21000 |
1100 |
|
4 |
20000 |
1600 |
16000 |
1250 |
|
5 |
16000 |
1500 |
13000 |
1100 |
|
6 |
13000 |
1250 |
10600 |
1000 |
|
8 |
10000 |
1400 |
8000 |
1100 |
|
10 |
8000 |
1600 |
6500 |
1250 |
|
12 |
6600 |
1650 |
5300 |
1300 |
|
14 |
5700 |
1700 |
4600 |
1350 |
|
16 |
5000 |
1700 |
4000 |
1350 |
|
18 |
4400 |
1700 |
3500 |
1350 |
|
20 |
4000 |
1700 |
3200 |
1350 |
|
|
|
3flú |
|
|
|
1 |
40000 |
800 |
40000 |
600 |
|
2 |
40000 |
1200 |
32000 |
900 |
|
3 |
26500 |
1800 |
21000 |
1300 |
|
4 |
20000 |
2000 |
16000 |
1500 |
|
5 |
16000 |
1750 |
13000 |
1300 |
|
6 |
13000 |
1500 |
10600 |
1200 |
|
8 |
10000 |
1650 |
8000 |
1300 |
|
10 |
8000 |
1900 |
6500 |
1500 |
|
12 |
6600 |
1950 |
5300 |
1550 |
|
14 |
5700 |
2000 |
4600 |
1600 |
|
16 |
5000 |
2000 |
4000 |
1600 |
|
18 |
4400 |
2000 |
3500 |
1600 |
|
20 |
4000 |
2000 |
3200 |
1600 |
departamento de corte máximo
|
consulta
categorías de productos relacionados
- cnc end mills para torno
- cortador de fresado cnc de china
- china tungsten carbide mill rolls anillo
- china cnc grabado fin mill
- china end mills
- cortadores de fábricas de china end
- cnc plexiglass end mill
- china cnc end mills fabricantes
- cnc boughing end mill factory
- herramientas de molienda
- cortador de fresa de carburo cementado
- barras de carburo cementados de china

